
عیوب پوششها و رنگ های فلزی و راهکارهای رفع آنها؛ چگونه رنگ های فلزی را به بهترین حالت ممکن اجرا و حفظ کنیم؟
10 مورد از مهم ترین مشکلات رنگ فلزات به همراه راه حل هر مورد.
پوششها و رنگ های فلزی نقش مهمی در محافظت از سطوح فلزی در برابر زنگزدگی، خوردگی و آسیبهای محیطی دارند. اما گاهی مشکلاتی نظیر پوسته شدن، ترکخوردگی، یا تغییر رنگ و یا پوست پرتقالی شدن میتوانند در این پوششها ظاهر شوند و از کارایی و عمر مفید آنها بکاهند.
در این مقاله، به بررسی رایجترین عیوب پوششهای فلزی میپردازیم و روشهای کارآمد برای حل این مشکلات و افزایش دوام پوششها را معرفی میکنیم.

عوامل موثر در بروز عیوب و مشکلات رنگ فلزات و سطوح رنگ شده:
– آماده نبودن سطح کار قبل از اجرا
– به کارگیری تکنیک های ضعیف یا روش های کاربردی نامناسب در اجرا
– مناسب نبودن ضخامت رنگ اجرا شده در هر دو حالت کم و زیاد
– عدم انتخاب صحیح رنگ با توجه به شرایط محیطی
– اجرای رنگ در دما و رطوبت نامناسب
– کیفیت نامناسب رنگ مورد استفاده
مهمترین عیوب رنگ
1- عدم چسبندگی بر روی سطح
چسبندگی رنگ به سطح، به میزان قدرت ترکنندگی رنگ، زبری و تمیزی سطح بستگی دارد.
در بعضی مواقع، تمیز کردن کامل سطح امکانپذیر نمی باشد. در این حالت رنگی باید استفاده شود که تا حدی آلودگی های سطح را تحمل کند. همچنین شکنندگی فیلم اجرا شده باعث عدم چسبندگی آن میشود،
دلایلی که باعث شکنندگی فیلم رنگ میشود عبارتند از:
– هوا دیدگی: رنگ هایی که بیش از حد قابلیت اکسیدشوندگی دارند، تحت تاثیر شرایط محیط شکننده می شوند.
– از دست دادن نرم کننده و خاصیت انعطاف پذیری از طریق تبخیر (داغ شدن بر اثر شوک حرارتی)
– جذب فاز مایع رنگ توسط سطح زیرین
علل عدم چسبندگی رنگ بر روی فلزات
– آلودگی سطح به وسیله روغن، گریس و مواد زایدی که قبل از رنگ آمیزی از روی سطح پاک نشده اند.
– برخی واکنش های شیمیایی بین سطح فلز و رنگ که منجر به گسیختگی در پیوندهای چسبندگی می شود. این عیب اغلب بر روی فلزاتی که به تازگی گالوانیزه شده است و با یک الیه آستری یا پرایمر اکسید شونده مانند آلکید پوشیده شده بوجود می آید.
راه حل رفع این مشکل به شرح زیر است:
- اجرای یک الیه Etch پرایمر که سطح را زبر میکند.
- شستشوی سطح فلز گالوانیزه با یک محلول فسفات (خنثی سازی سطح).
- سطح فلز گالوانیزه قبل از رنگ آمیزی حداقل 6 ماه در معرض هوا قرار گیرد.
-لبه های نوک تیز رنگ شده به دلیل نازک بودن الیه رنگ ممکن است بر اثر زنگ زدگی و پیشرفت آن باعث جدا شدن فیلم رنگ از سطح شوند. برای جلوگیری از این عیب، لبه های تیز قبل از سند بالست و رنگ آمیزی باید برطرف و صاف شوند.
– رنگ اجرا شده بر روی سطوح فلزی کاملا صیقلی حتی در صورتیکه تمیز هم باشند، چسبندگی خوبی بر روی سطوح نداشته و بعد از مدت کوتاهی جدا می شود(برای این سطوح Etch پرایمر الزم است).
– فیلم رنگ در صورتیکه مدت زمان زیادی در تماس با آب باشد باعث طبله کردن رنگ خواهد شد.

2- پوسته شدن (Peeling)
زمانی که سطح فیلم رنگ، متورم شده و با برس یا دست به راحتی از روی سطح جدا شود و یا چسبندگی بین لابه های رنگ ضعیف باشد، به این حالت پوسته ای شدن رنگ اطلاق می گردد که به عوامل زیر مربوط است:
- براقیت (شیشه ای شدن) زیاد لایه زیرین
- خشک، شکننده و سخت بودن (کامل شدن واکنش پخت) لایه زیرین
- رطوبت سطح در هنگام اجرای رنگ، یا باال بودن رطوبت هوا در حین اجرا
- استفاده از رزین های ناسازگار در مجاورت یکدیگر

3- ایجاد حباب در فیلم رنگ
حباب به چند طریق در رنگ اجرا شده اتفاق می افتد:
- رنگ های غلیظی که به منظور اجرا با ضخامت بالا طراحی شده اند در صورتی که با سرعت زیاد مخلوط شوند، منجر به محبوس شدن حباب های هوا در داخل رنگ شده و خارج شدن آنها به کندی صورت خواهد گرفت. پس از اجرای رنگ، حباب های هوا باعث بوجود آمدن سوراخ های سوزنی شکل در فیلم رنگ می شوند.
- استفاده از غلتک برای اجرای رنگ غلیظ، باعث ایجاد حباب در فیلم می شود.
- اجرای رنگ روی سطوح خیس ایجاد حباب می کند.
4-باقی ماندن آثار قلم مو
این عیب به نامناسب بودن روانی و سیالیت رنگ مربوط می شود که در شرایط زیر ایجاد می شود:
- رنگ هایی که درصد رنگدانه آن خیلی زیاد باشد
- سرعت تبخیر حلال خیلی زیاد باشد
- انتخاب قلم موی نامناسب و بی کیفیت
- عدم تخصص کافی اجراکننده
- عدم اجرای رنگ در بازه زمان کاربری(Pot Life)

5- مشکلات زمان خشک شدن
دیر خشک شدن رنگ می تواند به عوامل زیر بستگی داشته باشد:
- سرد یا مرطوب بودن هوا منجر به کاهش سرعت تبخیر حلال از فیلم می شود.
- آلودگی سطح به دلیل روغن یا گریس موجود بر روی آن باعث دیرتر خشک شدن رنگ می شود.
- در صورتی که ضخامت فیلم رنگ بیش از حد زیاد باشد، حلال برای مدت طولانی در فیلم باقی می ماند؛ در این حالت سطح رنگ خشک می شود در حالی که عمق آن هنوز خشک نشده است و این امر منجر به چروکیدگی فیلم می گردد.
- حلال و خشک کن نامناسب در ساخت رنگ استفاده شده باشد.

6- عدم پوشش دهی مناسب
پوشانندگی نامناسب، زمانی اتفاق می افتد که فیلم رنگ توانایی محو کردن سطح زمینه را نداشته باشد.
ضعف در پوشانندگی به دلایل زیر رخ میدهد:
- ضخامت فیلم اجرا شده خیلی کم باشد.
- رنگ بیش از اندازه رقیق شده باشد.
- رنگدانه موجود در رنگ کم باشد.
- رنگدانه های مورد استفاده قدرت پوشانندگی کمی داشته باشند.
- ته نشینی رنگ و تجمع رنگدانه ها در کف ظرف اتفاق افتاده باشد.

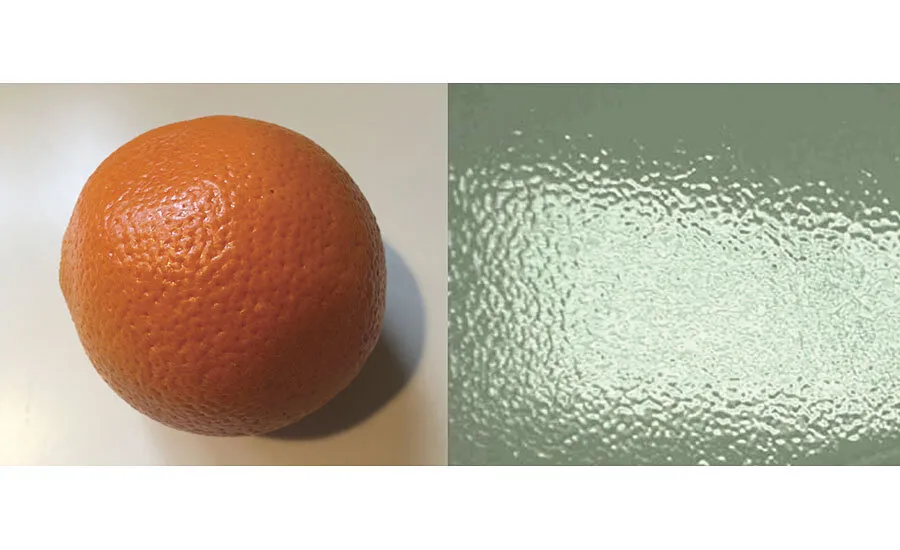
7- پوست پرتقالی شدن (peeling Orange)
به سطح ناصاف و غیریکنواخت حاصل شده پس از خشک شدن فیلم رنگ، پوست پرتقالی شدن گفته می شود. دلایل بروز سطح پوست پرتقالی عبارتند از:
- ویسکوزیته زیاد رنگ
- استفاده از فشار هوای خیلی زیاد یا کم در حین اجرا
- عدم تنظیم صحیح دستگاه رنگپاش
- قرارگیری رنگ تر در معرض جریان شدید هوا
- فاصله زیاد رنگ پاش و سطح مورد نظر
- آلودگی سطح به روغن، گریس و …
8 سینه دادن و شره کردن
سینه دادن (Sagging):
به حرکتی که فیلم رنگ در فاصله زمانی بین اجرا و خشک شدن از خود بروز می دهد سینه دادن گفته می شود. در این حالت رنگ به شکل موجی به طرف پایین حرکت می کند و در نتیجه سطحی ناصاف بر روی فیلم رنگ مشاهده می شود.
شره کردن (Running):
شره کردن عبارت است از حرکت قشر رنگ به طرف پایین به صورت خطی که به آن اشک رنگ نیز می گویند. اگر این پدیده روی سطح وسیعی اتفاق افتد به آن پردهای شدن (Curtaining )گفته می شود.
دلایل بروز سینه دادن و شره کردن:
- رها نکردن ماشه رنگ پاش در زمان مناسب
- زاویه نامناسب گان رنگ پاش نسبت به سطح
- اجرای رنگ با ضخامت بالا
- رقیق کردن بیش از حد رنگ
- خشک نبودن لایه زیرین
- استفاده از حلال نامناسب که به کندی تبخیر می شود
- گرمای محیط
- زیرآیند و سرعت پایین خشک شدن رنگ
- پاشش رنگ با سرعت پایین

9- لایه لایه شدن (Delamination)
زمانی که چسبندگی بین فیلم رنگ و لایه های زیرین و یا زیرآیند از بین برود رنگ بصورت لایه ای از روی سطح جدا می شود.
عواملی که باعث لایه لایه شدن فیلم رنگ می شود عبارتند از:
- آلودگی و عدم آماده سازی مناسب بین لایه ها
- عدم رعایت بازه زمانی صحیح اجرای لایه بعدی
- ناسازگاری نوع رنگ مصرفی در لایه های مختلف

10- تاول زدن (Blistering)
به برآمدگی های گنبدی شکل یا تاول مانند در فیلم خشک ناشی از کاهش چسبندگی رنگ به سطح زیرین تاولزدگی گفته می شود.
دلایل بروز تاول زدگی عبارتند از:
- کاهش چسبندگی به دلیل وجود چربی، روغن، زنگ، رطوبت
- حلال محبوس در زیر رنگ
- تاول اسمزی در شرایط غوطه وری (در رنگ آمیزی به روش غوطه وری)
